BAB III PEMBAHASAN
3.1 Jadwal Kegiatan Rutinitas PT Sumber Mina Bahari
Setiap perusahaan mempunyai kebijakannya masing-masing untuk mengatur rumah tangganya secara internal maupun eksternal. Dalam setiap perusahaan juga memiliki jadwal kerja yang harus dilaksanakan setiap harinya. Proses produksi pada PT Sumber Mina Bahari dilaksanakan setiap Hari Senin sampai Sabtu dan dimulai pukul 08.00 sampai 16.00 WIB. Seandainya pada hari itu daging rajungan dari mini plant masih ada maka diadakan jam lembur yang jumlah jam kerjanya tidak lebih dari 7 jam kerja karyawan normal.
Sebelum memulai aktivitas bekerja semua karyawan PT Sumber Mina Bahari harus absen terlebih dahulu dengan cara scan sidik jari. Absen inilah yang menunjukkan kehadiran dari karyawan. Ketika memasuki ruang produksi semua karyawan harus dipastikan untuk memenuhi dan mematuhi syarat pada standar GMP yang ada. Untuk memastikan hal tersebut maka sebelum masuk ruang produksi, setiap karyawan dilakukan cheker pada pintu masuk ruang produksi oleh petugas sanitasi. Adapaun tata cara untuk masuk ruang produksi yaitu :
memakai pakaian kerja (sepatu boot, masker, topi, baju, clemek/apron)
pengecekan karyawan (hygiene, kuku, make up, dan aksesoris)
bersihkan seragam, cek dengan roll perekat
mencuci sepatu boot (memakai sabun, disikat, dibilas dengan air bersih)
pencelupan sepatu boot di foot bath berchlorine 200 ppm
cuci muka dengan air hangat
cuci tangan (memakai sabun dan dibilas dengan air hangat)
pengeringan tangan
memakai sarung tangan
Ketika di ruang produksi para karyawan bekerja pada bagiannya masing-masing. Pembagian pada bagian kerja dapat dilihat dengan jelas pada perbedaan warna jas produksi yang digunakan oleh setiap karyawan. Setiap harinya juga harus ada pendokumentasian data yang ada pada masing-masing divisi sesuai regulasi yang digunakan. Ketika ingin keluar ke kamar mandi karyawan harus menulis laporan data di buku yang telah disediakan di meja yang ada di samping ruang ganti laki-laki dan sebelum pulang dilakukan pengecekan oleh satpam bagian dalam di depan pintu masuk pabrik. Saat ingin keluar dari pintu gerbang dilakukan juga pengecekan oleh satpam luar bagi karyawan yang membawa motor.
3.2 Sarana dan Prasarana PT Sumber Mina Bahari
3.2.1 Sarana dan Prasarana Produksi
3.2.1.1. Ruang Produksi
Ketika di ruang produksi para karyawan bekerja pada bagiannya masing-masing. Pembagian pada bagian kerja dapat dilihat dengan jelas pada perbedaan warna jas produksi yang digunakan oleh setiap karyawan. Setiap harinya juga harus ada pendokumentasian data yang ada pada masing-masing divisi sesuai regulasi yang digunakan. Ketika ingin keluar ke kamar mandi karyawan harus menulis laporan data di buku yang telah disediakan di meja yang ada di samping ruang ganti laki-laki dan sebelum pulang dilakukan pengecekan oleh satpam bagian dalam di depan pintu masuk pabrik. Saat ingin keluar dari pintu gerbang dilakukan juga pengecekan oleh satpam luar bagi karyawan yang membawa motor.
3.2.1.2. Ruang Sanitasi
Ruang sanitasi terletak di depan ruang produksi dan di samping tempat pencucian kaki dan tangan. Ruang sanitasi merupakan ruang penyimpanan semua alat dan bahan yang berhubungan dengan divisi sanitasi termasuk pencucian toples dan seragam jas masuk ruang produksi dilakukan di ruang sanitasi.
3.2.1.3. Laboratorium
Laabortorium merupakan ruang penyimpanan bahan dan alat laboratorium. Laboratorium juga merupakan tempat pengecekan kandungan chlorampenical, mikrobakteria dan logam berat pada daging rajungan.
3.2.1.4. Area Teknisi
Area teknisi terletak di ujung timur bangunan PT Sumber Mina Bahari. Di area ini terdapat beberapa ruangan yang sangat mendukung berlangsungnya prosses produksi, yaitu ware house, workshop, storage workshop, engenering, electric refric dan water treatment.
3.2.1.5. Kantor
Kantor terletak di lantai dua banganan PT Sumber Mina Bahari bersebelahan dengan ruang meeting. Kantor ini merupakan ruangan bagi stuff PT Sumber Mina Bahari, yang memakai id card berwarna merah.
3.2.1.6. Ruang Meeting
Ruang meeting terletak di lantai dua bangunan PT Sumber Mina Bahari bersebelahan dengan kantor. Ruangan ini berfungsi untuk membicarakan/merundingkan masalah-masalah yang berhubungan dengan PT Sumber Mina Bahari dalam skala besar.
3.2.1.7. Ruang Satpam
Ruang satpam terletak di samping pintu gerbang PT Sumber Mina Bahari. Di ruangan ini merupakan tempat jaga satpam luar. Ketika ada tamu yang berkepentingan di PT Sumber Mina Bahari harus memberikan laporan ke ruang satpam terleebih dahulu.
3.2.1.8. Musholla
Musholla terletak di sebelah timur ruang satpam dengan fasilitas tempat solat untuk laki-laki dan perempuan, mukena untuk perempuan, 1 buah toilet, dan tempat wudhu.
3.2.1.9. Tempat Parkir
Tempat parkir terletak di depan musholla lebih tepatnya bangunan paling timur bagian depan PT Sumber Mina Bahari. Tempat parkir yang ada cukup luas sehingga mampu menampung semua kendaraan dari seluruh karyawan PT Sumber Mina Bahari.
3.2.1.10.Loker Karyawan
Loker karyawan PT Sumber Mina Bahari terletak di lantai satu bangunan pabrik setelah pintu masuk pabrik. Loker antara karyawan laki-laki karyawan perempuan, dan supervisor dijadikan satu tanpa adanya space.
3.2.1.11. Ruang Istirahat
Ruang istirahat terletak di lantai satu bangunan pabrik bersebelahan dengan loker karyawan. Biasanya ketika jeda jam isoma lokasi ini dipenuhi oleh karyawan PT Sumber Mina Bahari.
3.2.1.12. Ruang Ganti
Ruang ganti terletak di samping toilet dan terdiri dari ruang ganti untuk laki-laki dan perempuan.
3.2.1.13.Toilet
Toilet terletak di samping ruang ganti dan antara toilet laki-laki dengan perempuan letaknya saling bersebelahan.
3.2.1.14.Kantin
Toilet terletak di samping ruang ganti dan antara toilet laki-laki dengan perempuan letaknya saling bersebelahan.
3.2.1.15.Ware House (gudang)
Gudang adalat tempat penyimpanan alat dan bahan yang berfungsi untuk keberlangsungan proses produksi.
3.2.1.16. Tempat Pencucian Kaki dan Tangan
Tempat pencucian kaki dan tangan terletak di depan pintu ruang produksi. Hal itu bermanfaat untuk mempercepat dalam masuk ke ruang produksi, karena jaraknya sangat dekat.
3.2.1.17. Loading Area
Loading area merupakan tempat berlangsungnya proses pengangkutan produk akhir ke container utuk ekspor. Loading area terletak di sebelah anteuroom dan dihubungkan dengan satu pintu yang sama.
3.2.2 Peralatan Produksi
Tabel 2. Peralatan Poduksi PT Sumber Mina Bahari dan Fungsinya
No
|
Nama Alat
|
Fungsi
|
1.
|
Timbangan receiving
|
Menimbang daging dari mini plant
|
2.
|
Timbangan produksi
|
Menimbang daging, cangkang, sel, dan kaleng yang sudah terisi daging
|
3.
|
Meja kerja stainless steel
|
Tempat meletakkan semua alat dan bahan yang digunakan selama proses produksi
|
4.
|
Meja timbangan stainless steel
|
Tempat meletakkan timbangan
|
5.
|
Basket warna merah
|
Tempat toples yang kotor dan sampah selama proses produksi berlangsung serta alas untuk basket warna kuning
|
6.
|
Basket warna kuning
|
Tempat daging, es dan toples yang bersih
|
7.
|
Basket warna biru
|
Tempat kaleng dan kaleng yang sudah terisi daging
|
8.
|
Basket stainless steel
|
Tempat produk rajungan kaleng saat di pasturisasi dan di chilling setelah dari seaming
|
9.
|
Pisau
|
Menyobek plastik daging dari miniplant saat pengecekan organoleptik
|
10.
|
Pinset
|
Mengambil daging dari miniplant di area receiving untuk uji CCP 1, m mengambil sel, cangkang, kotoran saat penyortiran daging
|
11.
|
Toples
|
Wadah daging, cangkang, telur dan kotoran
|
12.
|
Baki ukuran kecil
|
Wadah daging saat penyortiran dan pemasukan daging ke kaleng
|
13.
|
Baki ukuran besar
|
Wadah pemixingan daging dan tempat es untuk menjaga rantai dingin daging saat penyortiran
|
14.
|
Ember
|
Wadah air chlorine untuk pencucian peralatan
|
15.
|
Blung
|
Wadah air chlorine untuk pencucian peralatan
|
16.
|
Serok es
|
Mengambil es dari basket warna kuning
|
17.
|
Sekop
|
Mengmbil es dari box ice ke basket warna kuning
|
18.
|
Ice crusher
|
Menghancurkan es balok
|
19.
|
Keflak
|
Membuat es secara otomatis
|
20.
|
Pisau es
|
Memotong es kecil-kecil untuk dimasukkan ke mesin penyelep es balok
|
21.
|
Ganco
|
Mengambil es balok
|
22.
|
Troli
|
Mengangkut basket berisi es, toples berisi daging, dan kaleng yang berisi daging ke area yang dituju
|
23.
|
Bakul
|
Menyaring daging reject
|
24.
|
Kantong saring
|
Memeras daging spesial yang banyak kandungan airnya
|
25.
|
Thermometer daging
|
Mengukur suhu daging
|
26.
|
Thermometer ruang
|
Mengukur suhu ruang
|
27.
|
Sendok SAPP
|
Pemberian SAPP ke produk
|
28.
|
Palu penekan daging
|
Meratakan permukaan daging di kaleng
|
29.
|
Seamer
|
Mesin penutup kaleng (seaming)
|
30.
|
Can opener
|
Membuka kaleng
|
31.
|
Tang
|
Menarik lapisan kaleng agar terbuka lebih lebar dan mudah terlepas
|
32.
|
Jangka sorong
|
Mengukur ketinggian kaleng
|
33.
|
Mikrometer sekrup
|
Mengukur seam thickness, seam length, dan seam width
|
34.
|
Radial gauge
|
Mengecek counter shrink
|
35.
|
Feeler gauge
|
Mengukur renggang antara roll
|
36.
|
Dial gauge
|
Mengukur kedalaman kaleng
|
37.
|
Hot tank
|
Tempat pastirisasi
|
38.
|
Cold tank
|
Tempat chillling
|
39.
|
Thermoretrifer
|
Mengukur suhu di hot tank
|
40.
|
Thermometer
|
Mengukur suhu di cold tank
|
41.
|
Boiler
|
Penghasil steam
|
42.
|
Kompresor
|
Penghasil angin untuk mengaduk suhu di hot dan cold tank
|
43.
|
Penyemprot kompresor
|
Membersihkan kaleng
|
44.
|
Mesin pengkodean
|
Memberi kode pada kaleng
|
45.
|
Mesin transfer kaleng
|
Mengirim kaleng dari gudang kaleng ke canning area
|
46.
|
Mesin pelabelan
|
Memberi label pada kardus karton
|
47.
|
Metal detection
|
Mendeteksi adanya kandungan Fe, non Fe, dan stainless steel pada daging
|
3.3 Tahapan Proses Produksi Pasteurized Crabmeat PT Sumber Mina Bahari
Adapun tahapan proses produksi Pasteurized Crabmeat di PT Sumber Mina Bahari adalah sebagai berikut :
3.3..1 Receiving











3.3.2. Organoleptic (Quality Checking)
3.3.3.Chill Storage
3.3.4. Sorting


3. Penyortiran spesial
3.3..1 Receiving
Supervisor
receiving di PT Sumber Mina Bahari adalah Bapak Hilaludin. Beliau yang
bertanggungjawab di divisi receiving. Receiving atau penerimaan
bahan baku adalah tempat dimana daging (meat) mendapat perlakuan
(dwiaryanti, 2013). Bahan baku berupa daging rajungan kupas yang berasal dari miniplant
di berbagai daerah seperti Rembang, Demak, Pati, Lamongan, Madura,
Semarang, Tuban, Surabaya, Pasuruan, Cirebon, Luar Jawa, dan lain-lain. Bahan
baku dikemas dengan menggunakan wadah toples dan plastik sesuai dengan
klasifikasi bagian daging kemudian di masukkan ke dalam styrofoam yang
tertutup rapat dengan perekat yang dijaga suhunya 0-3,3 oC. Biasanya
dalam 1 bulannya PT Sumber Mina Bahari menerima daging dari mini plant ± 14
container dan dalam 1 container terdapat ± 18 ton daging.
Klasifikasi
penerimaan daging dari mini plant dengan klasifikasi pengemasan produk daging
rajungan itu berbeda. Klasifikasi daging mini plant tidak terlalu mendetail
hanya dibedakan berdasarkan bagian tubuh dan ukuran secara kasar. Adapun
klasifikasi daging dari mini plant, adalah sebagai berikut :
1. Claw meat daging
pada bagian capit/cakar rajungan dan masuk dalam jenis daging warna merah.

gambar 8. Claw Meat

gambar 9. Claw Meat Area
2. Leg meat merupakan
daging pada bagian kaki dan sumsumnya dan masuk dalam jenis daging warna merah.

gambar 10. Leg Meat
3. Jumbo adalah daging yang terletak dibagian dada bawah rajungan dan dalam
satu rajungan berjumlah 2 daging jumbo, yaitu kanan dan kiri. Daging jumbo
masuk ke dalam daging warna putih dan merupakan daging rajungan yang mempunyai
ukuran paling besar.

gambar 11. Jumbo

gambar 12. Jumbo Area
4. Backfin adalah jenis daging warna putih yang terletak di bagian
dada. Backfin merupakan pecahan dari daging jumbo, jadi ketika daging
jumbo diambil dari rajungan dalam keadaan pecah (tidak utuh) maka masuk ke
dalam kategori backfin dan harganya lebih murah dari jumbo.

gambar 13. Backfin
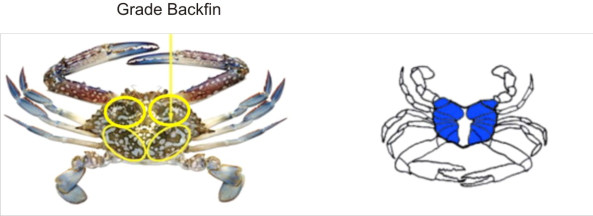
gambar 14. Backfin Area
5. Spesial adalah
jenis daging warna putih. Daging spesial mempunyai ukuran daging yang paling
kecil dan paling halus, karena daging spesial merupakan pecahan dari daging backfin.

gambar 15. Spesial

gambar 16. Spesial Area
6. Flower 1.
adalah jenis daging warna putiih yang terletak di bagian
dada bagian kanan dan kiri rajungan dan berbentuk seperti bunga.
gambar 17. Flower

gambar 18. Flower Area
Receiving adalah tahap yang paling awal dalam
proses produksi pengalengan rajungan. Pada dasarnya di receiving
terdapat 3 proses yang harus dilalui, yaitu:
1. Temperature log receiving of crabmeat merupakan pengecekan suhu daging dari mini
plant. Kisaran suhu daging maximum yang sesuai dengan regulasi receiving
PT Sumber Mina Bahari adalah 320-340 F (00-3,30
C).
2. Scale log receiving of crabmeat merupakan pengecekan suhu daging dari mini
plant. Kisaran suhu daging maximum yang sesuai dengan regulasi receiving
PT Sumber Mina Bahari adalah 320-340 F (00-3,30
C).
3. Pengecekan akomodasi
Organoleptic di PT Sumber Mina Bahari dikepalai oleh Bapak Musyafa'. Organoleptic
terletak di area receiving, namun masuk dalam divisi bagian sortir. Organoleptic
merupakan pengecekan kualitas daging rajungan dari mini plant. Pengecekannya
meliputi warna, aroma, tekstur, dan rasa. Hal ini berfungsi untuk mengetahui
apakah ada daging yang tidak layak produksi atau basi. Jika ada daging yang
basi maka dilakukan dokumentasi dan peneguran pada mini plant pengirim.
Kemudian untuk daging yang sudah basi masuk dalam proses reject yang
biasanya akan dijual untuk pakan ternak.
Setelah
qualitas daging dari mini plant dicek, maka daging langsung dimasukkan ke cold
storage untuk menjaga rantai dingin daging agar tidak basi. Hal ini
dilakukan karena setelah daging dari mini plant diterima oleh receiving
tidak mungkin semua daging bisa langsuunng disortir, jadii untuk menjaga
kualitas daging, untuk sementara waktu dimasukkan ke cold storage.
Supervisor
pada divisi sorting adalah Ibu Rahayu. Proses penyortiran daging dibedakan
berdasarkan klasifikasi daging rajungan. Menurut Masyamir (2001), tujuan
sortasi adalah memisahkan hasil perikanan menurut jenis, ukuran, dan tingkat
kesegarannya. Sortasi ukuran adalah suatu cara penyortiran ikan berdasarkan
ukuran ikan, dikelompokan sesuai dengan jumlah tertentu untuk setiap pon. Sebelum proses penyortiran dimulai, semua
persiapan yang berfungsi untuk menjaga kualitas daging harus disiapkan terlebih
dahulu, yaitu membersihkan peralatan sortir dengan air chlorine 3 ppm yang
sudah tersedia. Kemudian menyiapkan es untuk menjaga rantai dingin daging
rajungan agar tidak putus selama proses sorting. Ketika proses sorting
berlangsung suhu daging juga harus selalu dicek, kisaran suhu daging harus
sesuai dengan regulasi yang digunakan yaitu
320-340 F (00-3,30 C) dan
suhu ruangannya antara 200-250 C. Setelah proses sorting
peralatan sortir juga harus dibersihkan dengan air chlorine 3 ppm.
Pada
bagian penyortiran di PT Sumber Mina Bahari terdapat 4 area, yaitu :
1. Penyortiran Claw Meat
Daging
clow meat dan leg meat yang diterima dari mini plant
ketika receiving dalam penyortirannya dijadikan 1 area, karena merupakan jenis
daging warna merah. Walaupun dalam 1 area tetap saja setiap bagian dagingnya
dibedakan dalam wadah toples yang berbeda-beda. Proses penyortiran ini
bertujuan untuk membedakan daging yang masih utuh dengan daging yang sudah
pecah dan daging reject (daging yang bertekstur sangat lembek dan halus) serta
membersihkan daging dari cangkang, sel, telur, dan benda asing yang
lainnya.

gambar 19. Penyortiran Claw Meat
2. Penyortiran jumbo
Penyortiran
daging jumbo bertujuan untuk mengklasifikasikan daging berdasarkan ukurannnya
dan membersihkan daging dari cangkang, sel, telur, dan benda asing yang
lainnya.

gambar 20. Penyortiran Jumbo
Adapun
klasifikasi daging jumbo yaitu terdapat dalam tabel 3.
Tabel
3. Klasifikasi Daging Jumbo PT Sumber Mina Bahari
No.
|
Klasifikasi
|
Ukuran (gram)
|
1.
|
Colosal
|
> 9,8
|
2.
|
Jumbo besar
|
6-9,7
|
3.
|
Jumbo Kecil
|
3,5-5,9
|
4.
|
JUS (Jumbo Under Size)
|
2,5-3,4
|
5.
|
Backfine
|
<2,5
|
3. Penyortiran spesial
Penyortiran
daging spesial bertujuan untuk memisahkan daging dengan cangkang, sel, telur
dan benda asing yang lainnya serta memisahkan daging yang bertekstur sangat
lembek untuk reject. Terdapat perlakuan khusus pada penyortiran daging spesial,
yaitu pemerasan daging dengan kantong saring untuk mengurangi kandungan air
pada daging. Karena ukurannya yang sangat lembut, sehingga kandungan airnya
cukup banyak.

gambar 21. Penyortiran spesial
4. penyortiran Flower
Penyortiran
daging flower bertujuan untuk membedakan daging yang bentuk flowernya masih
utuh dengan daging yang bentuk flowernya sudah pecah/rusak serta memisahkan
daging dengan sel, cangkang, telur dan benda asing yang lainnya.
3.3.5. Final Sorting
Final
sorting merupakan penyortiran tahap akhir. Tujuan dari final sorting ini
adallah untuk meminimalisir adanya cangkang, telur, sel dan benda asing yang
lainnya dalam adaging. Area final
sorting dibedakan berdasarkan warna dari daging. Dalam penyortiran ini terdapat dua area,
yaitu :
1. Checker
Checker
merupakan area penyortiran akhir untuk daging yang berwarna merah. Setelah
daging dari area penyortiran clow maka langsung di serahkan ke area checker
untuk disortir kembali dengan detail agar tidak ada sel, cangkang, telur dan
benda asing lainnya yang tercampur dengan daging.
2. Black Lump room
Black
lump room merupakan area penyortiran untuk daging yang berwarna putih. Karena
warna dagingnya yang putih, jadi untuk penyortiran akhirnya menggunakan lampu
UV . Lampu ini berfungsi untuk membuat cangkang, sel, telur dan benda asing
yang lainnya terlihat lebih jelas, karena warnanya akan menyala. Jadi mudah
untuk diidentifikasi dan meminimalisir adanya cangkang dan sel dalam daging.

gambar 22. Black Lump Room
3.3.6. Weighing
Weighing
adalah proses penimbangan daging dan limbah buangan (sel, cangkang, telur,
benda asing) setelah proses sorting. Hal ini bertujuan untuk menunjukkan
seberapa bersihkah daging yang dikirimkan dari mini plant ke PT Sumber Mina
Bahari untuk bahan evaluasi dari mini plant. Data hasil timbangan dari
sorting nantinya akan dicocokkan dengan data timbangan di area receiving.
3.3.7. Metal detecting
Weighing
adalah proses penimbangan daging dan limbah buangan (sel, cangkang, telur,
benda asing) setelah proses sorting. Hal ini bertujuan untuk menunjukkan
seberapa bersihkah daging yang dikirimkan dari mini plant ke PT Sumber Mina
Bahari untuk bahan evaluasi dari mini plant. Data hasil timbangan dari
sorting nantinya akan dicocokkan dengan data timbangan di area receiving.
1.
Start pada mesin
2.
Lewatkan daging yang sudah dikemas dalam toples ke confeyor
metal deteector
a.
Apabila terdeteksi adanya metal maka mesin akan berbunyi dan
berhenti
b.
Apabila tidak terdeteksi adanya metal maka mesin tidak akan
berbunyi dan tidak akan berhenti
3.
Jika berbunyi maka ulangi 3 kali
a.
Apabila mesin masih berbunyi sampai 2 kali maka produk
dimasukkan ke dalam basket yang berlebel hold.
b.
Apabila mesin sudah tidah berbunyi sampai 2 kali maka produk
dimasukkan ke dalam basket yang berlebel release.
4.
Daging yang sudah berlabel release lanjut ke proses mixing/blanding
lalu dipisahkan sesuai tipe dan jenisnya.
5.
Daging yang berlabel hold kembali ke proses sortir.
3.3.8. Cill storage
Stelah
proses organoleptic menuju ke sortir terdapat tahapan chill storage.
Hal itu juga terjadi setelah proses metal detecting menuju ke mixing.
Karena tidak mungkin semua daging rajungan yang sudah melewati metal detector
dapat langsung dimixing. Ada batasan untuk hal itu, karena yang
digunakan adalah tenaga manusia. Jadi ketika menunggu berlangsungnya proses mixing
dan filling, daging yang sudah melewati metal detector disimpan
dulu di cold storage agar rantai dinginnya tidak putus dan kualitas
daging tetap terjaga dengan baik.
3.3.9. Mixing
Mixing merupakan pencampuran daging rajungan dengan grade, mutu
dan ukuran yang sama, dan telah melalui proses pemeriksaan dan sortir yang
sama, untuk memperoleh kualitas daging yang baik. Pencampuran daging
berdasarkan pada jenis daging yang telah ditetapkan oleh perusahaan dan standar
yang ditetapkan oleh buyer, seperti besar/kecilnya daging rajungan di
dalam kaleng, bentuk daging harus bagus/tidak boleh hancur. kemudian
antara daging disesuaikan dengan jenis ukurannya seperti collosal dengan
collosal, jumbo lump dengan jumbo lump, clawmeat
dengan clawmeat.

gambar 23. Hasil Mixing Merus

gambar 24. hasil mixing backfin

gambar 25. hasil mixing spesial
Menurut
Akhmadi (2006), mixing merupakan pencampuran daging rajungan dari satu pemasok
dengan daging rajungan dari pemasok lain untuk memperoleh kualitas daging yang
baik. Proses ini dilakukan oleh QC dengan menggunakan bak yang telah dilapisi
es bagian dalamnya dan pencampuran dilakukan secara manual dengan menggunakan
sarung tangan serta satu persatu toples dibuka dan diamati warna daging dan
bau.
3.3.10. Filling
Filling termasuk dalam bagian area canning dengan
supervisor Ibu S. E. Ita R. Filling
adalah proses memasukkan daging hasil pemixingan ke dalam kaleng yang sudah
dicuci dengan air. Bahan tambahan yang digunakan dalam proses filling
yaitu SAPP (Sodium Acid Pyrophospat) sebagai bahan pengawet dan menambah
cita rasa. Penambahan SAPP sesuai dengan standar yaitu 1,2 gram dalam 2 kali
penaburan yaitu di bagian bawah (0,6 gram) pada saat sebelum daging rajungan di
masukan ke dalam kaleng hingga penuh dan pada bagian atas (0,6 gram) setelah
penimbangan dan disebelum di seamer. Ukuran timbangan kaleng 454 gram
isi produk per kaleng. Tujuan filling yaitu memasukan daging rajungan
yang telah dicampur ke dalam kaleng sesuai dengan spesifikasi produk. Tiap
kaleng telah memiliki label, sehingga petugas tinggal memasukan daging rajungan
yang sesuai dengan label kaleng.
SAPP
atau disodium pyrophosphate (Na2H2P2O7)
dengan berat molekul 221,94 g/mol merupakan bahan tambahan pangan yang
digunakan dalam proses pengalengan daging rajungan. SAPP merupakan bahan
tambahan pangan yang berwujud bubuk berwarna putih, licin dan larut dalam air.
SAPP memiliki dua fungsi sebagai bahan tambahan pangan. Fungsi SAPP yang
pertama sebagai sequestrant yaitu phospat pada SAPP memiliki kemampuan
untuk mengkelat logam Cu dan Fe pada lapisan kaleng (Claus et al., 1994).
Kemampuan mengkelat ini dapat mencegah terjadinya reaksi Cu dan Fe yang
terdapat pada lapisan kaleng dapat sebagai katalis oksidasi lemak pada daging
rajungan sehingga dapat mengkompleks dan merubah warna daging menjadi biru atau
biasa disebut dengan bluing (Mar-less, 2006).
Pada
filling ini juga dilakukan penataan bentuk daging di dalam kaleng supaya
terlihat rapi dan menarik ketika konsumen membuka kemasan kaleng daging
rajungan. Setelah daging tertata rapi lalu ditambahkan larutan SAPP untuk kedua
kalinya. Penambahan larutan SAPP yang kedua ini dimaksudkan untuk meratakan
larutan tersebut keseluruh isi kaleng. Tidak ada penambahan media seperti air
garam, minyak dan saus, karena pada proses pengalengan daging rajungan ini
hanya menggunakan bahan tambahan SAPP.

gambar 26. hasil filling collosal

gambar 27. hasil filling claw
3.3.11. Final weighing
Setalah
daging dan SAPP dimasukan dalam kaleng, maka dilakukan penimbangan akhir agar
tidak terjadi kelebihan maupun kekurangan berat isi daging rajungan. Berat
standar yang ditentukan untuk daging rajungannya saja yaitu 454 gram. Jika
kelebihan isi, maka akan dikurangi isisnya untuk dimasukan ke dalam kaleng
selanjutnya dan jika beratnya kurang, maka dilakukan penambahan daging.
3.3.12. Seaming
Pada
penutupan kaleng, sebelum ditutup dicek dulu bahwa SAPP telah ditambahkan di
bagian atas produk oleh petugas. Selanjutnya di beri tutup dengan label atau
merek sesuai dengan jenis dagingnya dan ditaruh di atas mesin seamer. Seaming
dilakukan oleh satu orang petugas saja karena mesin yang digunakan masih
bersifat manual. Sedangkan untuk supervisor yang bertanggungjawab pada divisi seaming
adalah Bapak Lasmuri. Arti dari seaming itu sendiri adalaah proses akhir dari
pengalengan untuk menjaga keawetan dan keamanan bahan makanan selama proses
pengiriman sampai dikonsumsi oleh konsumen.
Secara
garis besar proses seaming, yaitu :
check finishing kaleng
kaleng daging ditimbang
pendressingan sesuai kode (meja seaming)
pengecekan jenis daging dan tutup
pembersihan bibir kaleng dari sisa SAPP
proses penyimingan
masuk bak air es / cleaning (clhorine 3ppm)
check visual examination (30 menit sekali)
masuk basket pastursasi
Mutu
dari produk juga sangat ditentukan oleh efisiensi dari mesin seamer tersebut.
Untuk menjaga efisiensi dari mesin, maka setiap 2 jam diambil 2 kaleng dari 2 basket
kaleng untuk dilakukan pengecekan ouble seam. Dimensi kaleng yang diukur yaitu
tunggi kaleng, lebar seam, ketebalan seam, counter sink, kait
depan, kait badan, bebas kerut, dan overlap kaleng. Jika dimensi kaleng
tidak sesuai dengan standar dari perusahaan, maka dilakukan penyetingan kembali
mesin double seamer. Pengecekan dari dimensi kaleng ini bertujuan untuk
mencegah terjadinya kebocoran pada produk akibat seaming. Pada saat
penutupan kaleng, daging rajungan telah memenuhi seluruh isi kaleng sehingga
tidak dimungkinkan adanya head space pada kaleng. Proses exhausting juga
belum diterapkan pada perusahaan ini dikarenakan head space yang juga
sudah tidak ada. Untuk memenuhi prosedur standar (regulasi) pengalengan
berdasarkan jenis kaleng yang digunakan yaitu CUC maka digunakan spec Tb 0,21
mm dan Tc 0,21 mm.
3.3.13. Pasteuritation
Setelah
produk selesai diseaming, maka kaleng - kaleng akan di masukan ke dalam basket
pasteurisasi dan di susun rapi. Di pasang pallete sebagai pembatas antar
lapisan kaleng agar memudahkan mengambil kaleng dan mencegah kaleng berubah
bentuk (rusak) akibat tekanan dari kaleng diatasnya. Dalam 1 basket terdapat 90
kaleng. Supervisor pada divisi pasturisasi adalah Bapak
Tarkum. Biasanya proses pasturisasi dimulai pukul 09.00 karena menunggu produk
hasil seaming.
Di area pasturisasi PT Sumber Mina Bahari terdapat 4 hot
tank. Kapasitas 1 hot tanknya adalah 9 basket. Air di hot tank hanya
digunakan selama satu hari pasturisasi saja. Proses pasturisasi dimulai dengan
mengisi hot tank dengan air bersih kemudian mesin boiler dimehidupkan untuk
menghasilkan steam lalu untuk meratakan suhu yang ada di hot tank maka mesin
kompresor dihidupkan. Ketika suhuair di dalam hot tank sudah sesuai dengan
regulasi pasturisasi yang digunakan maka basket dimasukkan ke dalam hot tank.
Regulasi pasturisaasi yang digunakan oleh PT Sumber Mina Bahari adalah
pemanasan dengan suhu air di hot tank sebesar 1870-1890 F
selama 2 jam 20 menit dan suhu internal pada daging sebesar 1850 F.
Untuk menjaga kestabilan suhu maka dilakukan pengecekan suhu setiap 1 jam
sekali dengan aplikasi software thermoretrifer. Software ini secara otomatis
akan memasukkan data suhu di hot tank ke komputer administrasi. Sehingga setiap
1 jam sekali dilakukan kalibrasi suhu. Jika besarnya suhu tidak sesuai dengan
regulasi maka alarm pasturisasi secara otomatis akan berbunyi dan secara
otomatis pula mesin boiler akan menaikkan steamnya sampai suhu yang diinginkan.
hal itu juga terjadi jika suhunya terlalu tinggi maka secara otomatis mesin
boiler akan mengurangi steamnya. Untuk mengetahui suhu internal yang ada pada
daging rajungan, maka dalam satu hari ada 2 produk yang digunakan untuk sampel.
Dari data penetrasi panas ini yang menghubungkan suhu dan waktu pemanasan, sehingga
diperoleh lethal rate yang dihitung dengan rumus:
L= tA x 10((TA-TRef)/ZA)
Dimana:
tA=
Waktu interval
Tref=
suhu referensi
TA=
Suhu pada waktu T
ZA=
Z-value (Z=16)
Kemudian
setelah didapat lethal rate, dapat dihitung F-value dengan menggunakan rumus:

Selanjutnya; kaitan antara F-value atau F185(z=16)
dengan daya awet secara empiris dapat dilihat Tabel 4.
Tabel 4. Hubungan F-value dengan
Daya Awet

Sumber:
Rippen et al., 1993
Jadi pengertian pasturisasi menurut Bapak Tarkum
Supervisor Pasturisasi PT Sumber Mina bahari adalah suatu proses pemanasan pada
suatu produk pada waktu dan suhu tertentu secara biologis daging rajungan akan
terbeebas dari mikroba dan secara kimia tidak mengurangi kandungan pada produk
serta secara fisik tidak mengubah tekstur, warna, dan bentuk daging rajungan.
Hal ini diperkuat oleh Muchtadu dan Sugiono (2013) yang menyatakan bahwa pasteurisasi adalah proses termal
yang dilakukan pada suhu kurang dari 1000C akan tetapi dengan waktu
yang bervariasi dari mulai beberapa detik sampai beberapa menit tergantung dari
tingginya suhu tersebut. Makin tinggi suhu pasteurisasi, makin singkat proses
pemanasannya. Pasteurisasi umumnya suatu proses termal yang dikombinasikan
dengan proses pengawetan lainnya seperti proses fermentasi atau penyimpanan
pada suhu rendah (refrigasi). Tujuan utama proses termal dalam
pasteurisasi adalah untuk menginaktifkan sel - sel vegetative dari mikroba
pathogen.
3.3.14. Chilling
Proses
pendinginan merupakan perlakuan thermal shock pada produk dengan
pendinginan pada suhu sesuai regulasi chilling yaitu 320-360 F
dan suhu internal produk sebesar 500 F selama 2 jam menggunakan air bersih yang
mengandung chlorine 3 ppm dan ditambahkan es balok pada cold tank. Proses ini
di lakukan segera setelah proses pasteurisasi selesai dilakukan, Pada tahap
pendinginan juga dilakukan pemantauan secara berkala terhadap suhu air dan f-value.
Bak pendingin juga dialiri gas yang menimbulkan gelembung udara yang berasal
dari kompresor dan bertujuan untuk meratakan suhu. Proses ini ditujukan untuk
menghambat pertumbuhan bakteri yang terkandung dalam daging setelah proses pasturisasi.
Supervisor yang bertanggungjawab dalam proses chilling adalah Bapak Tarkum.
Pengecekan
suhu pusat produk dan air es dilakukan setiap 30 menit sekali dengan
meenggunakan termometer manual dan dicatat hasilnya pada log book oleh
petugas. Es yang digunakan adalah es yang dibeli dari perusahaan penyedia es,
yang telah diuji di dalam laboratorium. Pengguanaan air pada tangki chilling
ini juga hanya dipakai untuk satu hari saja, selebihnya dibuang.
Menurut
Adawyah (2007), wadah harus cepat didinginkan segara setelah proses sterilisasi
selesai, dengan tujuan untuk memperoleh keseragaman (waktu dan suhu) dalam
proses dan untuk mempertahankan mutu produk akhir. Selain itu, selama produk
berada pada suhu antara suhu ruang dan proses, pertumbuhan spora bakteri yang
masih bertahan akan menyebabkan shock sehingga akan mati.
3.3.15. Packing and Labelling
Setelah
produk selesai dipasteurisasi dan chilling, maka semua kaleng
dikeluarkan dari tangki chilling agar air yang masih menempel pada kaleng
berkurang atau kering. Kemudian diletakkan di meja pengemasan untuk dibersihkan
dari kotoran daging yang masih menempel dengan cara disiram dengan air kemudian
disemprot dengan penyemprot kompresor. Pengisian kaleng sesuai berdasarkan
jenis produk dengan label pada master carton, kemudian master carton direkat
menggunakan lakban. Selama proses pengemasan dilakukan pengecekan
terhadap kesesuaian kode produksi pada kaleng, dan kesesuaian label pada master
carton yang digunakan dengan produk. Kesalahan-kesalahan yang terjadi pada
tahap pengkodean dapat dicegah pada tahap pengemasan. Apabila terjadi kesalahan
dalam pengkodean, maka akan dilakukan
pengkodean ulang (recoding). Model pengkodean pada produk yaitu 3 digit
pertama adalah kode negara (lokasi), digit ke 4 dan 5 adalah kode tanggal,
digit ke 6 adalah kode bulan, digit ke 7 adalah kode tahun, dan 3 digit
terakhir adalah kode keluaran basket.
Supervisor
pada cassing dan storage adalah Bapak Edy Sutrisno. Cassing dan storage
merupakan tahap akhir dari proses produksi. Lama waktu ketahanan produk akhir
PT Sumber Mina Bahari ± 18 bulan. Adapun regulasi (spec) dari cassing dan
storage BRC ISSUE B yaitu :
1. Pengambilan Master Carton
2. Pengecekan Incoming Material
a.
Melihat kondisi master carton
b.
Cek ketebalan master carton
c.
Cek kerekatan lem
d.
Cek tulisan di master carton
e.
Master carton yang rusak daan tulisan tidaak sesuai maka
diriject
3. Pembuatan Master Carton
a.
Menyiapkan master carton
b.
Buka plastik pelindung master carton
c.
Buka tali pengikat master carton
d.
Siapkan spencer dan lakban
e.
Master carton dilipat dan dirapatkan dengan lakban
4. Penataan Master Carton
a.
Disusun rapi sesuai dengan jenis CO, JL, SL, LP, LB, BF, SP
dan CM
b.
Diletakkan di atas meja
c.
Diletakkan di atas palet
d.
Diberi jarak ± 15 cm antara master carton dan dinding
e.
Jarak antara langit-langit dengan master carton ± 30 cm
5. Standar Produk (Standar Kaleng)
a.
Cek kondisi kaleng
b.
Kaleng tidak menggelembung
c.
Tidak ada karet
d.
Cat tidak penyok/mengelupas dan terdapat goresan
e.
Jika kaleng menggelembung dan penyok maka kaaleng akan
diriject
6. Cassing
a.
Serah terima hasil pasturisasi ke pihak cassing
b.
Menerima produk yang telah dimasak dari pasturisasi
c.
Mengeluarkan kaleng dengan perkode dari basket
d.
Sisa air es dibersihkan dengan kompressor
e.
Memasukkan produk ke dalam master carton (12 kaleng)
f.
Pengecekan master carton
1. Kode master carton sama dengan kode
kaleng
2. Kode produksi dan masa kadaluwarsa
di master carton dengan stempel kode
g.
Kaleng ditata rapi, tulisan sama lurus
h.
Pastikan jenis daging kaleng sama dengan label master carton
i.
Master carton dilakban
7. Kalibrasi Timbangan
a.
Tekan ON pada timbangan
b.
Ambil anak timbangan kemudian letakkan di tengah/samping
secar bergantian
c.
Cek hasil timbangan sesuai dengaan anak timbangan atau
tidak, kalau OK timbangan siap digunakan
d.
Pengecekan dilakukan perkode diambil maksimal 10 kaleng
e.
Timbangan kurang atau lebih dikembalikan ke bagian canning
untuk direpak ulang
f.
Dicatat kode dan jenis barang
8. Pengambilan Sampel Laboratorium
a.
Menerima form permintaan sampel dari laboratorium
b.
Dicatat setiap kode dan jenis daging yang diminta
c.
Mengambil jumlah sampel yang diminta pihak laboratorium
d.
Serah terima ke pihak laboratorium
9. Temperatur Suhu Ruangan Cassing
a.
Suhu ruangan cassing maksimal 200 C
b.
Dicatat 1 jam sekali
10. Pengecekan Hasil Cassing
a.
Membuat laporan harian, dicatat sesuai pendapatan hasil
produksi yang terpacking dengan sisanya
b.
Repack ulang dicatat sesuai jumlah yang ada
c.
Pencatatan pengambilan sampel laboratorium sesuai dengan
kode jenis daging
d.
Pastikan tidak ada selisih antara pendapatan pasturisasi
dengan cassing
11. Sanitasi Ruang Cassing
a.
Lantai disemprot dengan air menggunakan selang dan digaruk
dengan garuk lantai
b.
Disikat dan digaruk
c.
Meja cassing digaruk dengan garuk meja dan akin lap
d.
Pastikan kondisi ruangan cassing bersih
12. Pengecekan Jumlah Kaleng dalam
Master Carton
a.
Pastikan kode pada kaleng sesuai dengan label produk pada
master carton
b.
Pastikan tanggal pada kaleng sesuai dengan label produk pada
kode master carton
c.
Pastikan tanggal expired pada kaleng sesuai dengan label produk
pada kode master carton
d.
Pastikan kaleng pada master carton tidak terbalik (label
produk berada di atas)
e.
Pastiakan jumlah kaleng dalam master carton berjumlah 12
kaleng
3.3.16. Refrigerator storage
Produk
yang sudah diberi label dan dimasukan dalam master karton, disimpan kembali
dalam ruangan pendingin (chilling storage) untuk menjaga kualitas produk
tetap baik sampai waktu pengiriman. Suhu penyimpanan adalah 00C
sampai dengan 3,30C. Namun, suhu operasional yang digunakan oleh PT
Sumber Mina Bahari adalah 00-2,00 C. Tujuannya agar
bakteri pathogen tidak dapat berkembang dan juga dapat menambah masa simpan
produk.
Setiap
tipe daging harus diletakan terpisah satu dengan lainnya agar memudahkan
membedakan dan mengambilnya untuk pengiriman. Master karton juga tidak boleh
bersentuhan langsung dengan dinding maupun lantai ruangan, kurang lebih 5 cm.
Suhu penyimpanan dicek dan dicatat setiap jam oleh petugas penyimpanan.
Pada
suatu pabrik makanan kaleng seringkali diperlukan penyimpanan sementara,
misalnya Karena besarnya jumlah produksi. Penyimpanan juga digunakan untuk
menguji mutu produk sebelum dipasarkan, sehingga diperlukan ruang penyimpanan
yang baik. Untuk mencegah timbulnya karat pada bagian luar kaleng atau
timbulnya jamur, kelembapan ruang penyimpanan hendaknya diatur serendah mungkin
(Adawyah, 2007).
Menurut
moeljanto (1982), fluktuasi suhu pada penyimpanan di cold storage ada
yaitu :
1. Perubahan tetap (1-20C) yang
disebabkan oleh bekerjanya mesin – mesin pendingin.
2. Perubahan karena pengeluaran dan pemasukan
produk dari dan ke cold storage, yang mencapai 100C.
3.3.17. Loading and Shipping
Produk
yang sudah diberi label dan dimasukan dalam master karton, disimpan kembali
dalam ruangan pendingin (chilling storage) untuk menjaga kualitas produk
tetap baik sampai waktu pengiriman. Suhu penyimpanan adalah 00C
sampai dengan 3,30C. Namun, suhu operasional yang digunakan oleh PT
Sumber Mina Bahari adalah 00-2,00 C. Tujuannya agar
bakteri pathogen tidak dapat berkembang dan juga dapat menambah masa simpan
produk.
Setiap
tipe daging harus diletakan terpisah satu dengan lainnya agar memudahkan
membedakan dan mengambilnya untuk pengiriman. Master karton juga tidak boleh
bersentuhan langsung dengan dinding maupun lantai ruangan, kurang lebih 5 cm.
Suhu penyimpanan dicek dan dicatat setiap jam oleh petugas penyimpanan.
Pada
suatu pabrik makanan kaleng seringkali diperlukan penyimpanan sementara,
misalnya Karena besarnya jumlah produksi. Penyimpanan juga digunakan untuk
menguji mutu produk sebelum dipasarkan, sehingga diperlukan ruang penyimpanan
yang baik. Untuk mencegah timbulnya karat pada bagian luar kaleng atau
timbulnya jamur, kelembapan ruang penyimpanan hendaknya diatur serendah mungkin
(Adawyah, 2007).
Menurut
moeljanto (1982), fluktuasi suhu pada penyimpanan di cold storage ada
yaitu :
1. Perubahan tetap (1-20C) yang
disebabkan oleh bekerjanya mesin – mesin pendingin.
2. Perubahan karena pengeluaran dan pemasukan
produk dari dan ke cold storage, yang mencapai 100C.
3.4 Klasifikasi Hasil Pasteurized
Crabmeat PT Sumber Mina Bahari
Berdasarkan
proses produksi yang telah dilalui terdapat berbagai jenis tipe hasil produk
pasteurizd crabmeat di PT Sumber Mina Bahari, yaitu :
3.4.1. jumbo lump
Jumbo
Lump terdiri dari daging jumbo besar dan jumbo kecil. Dalam 1 pound (454 gram)
terdapat 70-100 pieces. Berat minimal satu buah daging 3.4 gram dan berat maaksimalnya adalah 9.0
gram.

gambar 28. jumbo lump
3.4.2. collosal
Collosal
terdiri dari daging jumbo yang mempunyai ukuran paling besar. Berat rata-rata
11,4 gram/pcs dan 9.0 gram minimum/pcs. Dalam 1 pound (454 gram) terdapat 30-50
pcs.

gambar 29. collosal
3.4.3. super lump
Super
lump terdiri dari 80% daging lump (1-3
gram) dan 10% persen dressingan atas (triple flower dan 2-3 pcs daging jumbo
under size) serta 10% dressingan bawah ((triple flower dan 2-3 pcs daging jumbo
under size).

gambar 30. super lump
3.4.4. backfin lump
Backfin
lump terdiri dari 80% daging spesial dan dressingan atas 10% daging laump (1-3 gram) serta 10% dressingan
bawah daging lump (1-3 gram).

gambar 31. backfin lump
3.4.5. special
Spesial
terdiri dari 100% daging spesial (daging yang mempunyai ukuran paling kecil dan
paling halus).

gambar 32. spesial
3.4.6. Lump
Lump
terdiri dari 70% daging lump (1-3 gram/pcs) dan 30% daging spesial (<1
gram/pcs). Daging lum itu sendirii terdiri dari campuran pecahan jumbo,
backfin, dan pecahan flower.

gambar 33. lump
3.4.7. claw
Claw
merupakan semua jenis daging merah. Claw terdiri dari 80% campuran dan 10%
dressingan atas (merus) serta 10% dressingan bawah (merus).

gambar 34. claw
3.5 Cara Menjaga Kualitas Produk
Pengawasan
mutu yang dilakukan oleh PT Sumber Mina Bahari ini meliputi pengawasan mutu
bahan baku, proses produksi dan produk akhir. Pengawasan mutu ini bertujuan
manjaga dan menjamin kelayakan mutu produk dari awal diterima bahan baku sampai
akhir proses produksi.
3.5.1. pengawasan mutu bahan baku
Bahan baku
yang akan digunakan oleh PT Sumber Mina Bahari sebelumnya diproses terlebih
dahulu dengan dilakukan pengecekan mutu dalam penanganan baik selama
transportasi maupun perlakuan bahan baku. Hal yang paling menentukan adalah
pengawasan terhadap bahan baku, dimana bahan baku harus memenuhi persyaratan produksi
perusahaan, dengan melakukan pengujian organoleptik dan pengujian
chlorampenical (CAP) secara sampling oleh bagian laboratorium pada CCP 1 . Jika
terdapat bahan baku yang tidak sesuai dengan standar maka akan diriject atau
dikembalikan lagi ke mini plant. Bahan baku merupakan suatu komponen
awal yang sangat penting karena akan sangat berpengaruh terhadap hasil akhir
suatu produk. Jika terdapat bahan baku yang tidak bagus atau tidak sesuai
standart maka walaupun sebaik apapun proses yang dilakukannya tidak akan
menghasilkan produk yang baik.
Bahan baku
yang akan di proses di keluarkan langsung dari chill storage agar
kesegaran yang di dapat dari bahan baku maksimal, karena suhu rendah tersebut
dapat membantu mengurangi kecepatan pertumbuhan mikroorganisme dan memperlambat
reaksi enzimatis pada bahan baku yang dapat mengakibatkan kerusakan. Bahan baku
yang diterima adalah bahan baku yang masih segar, daging elastis dan tidak
berbau busuk.
3.5.2. pengawasan mutu proses produksi
Pada suatu
proses produksi diperlukan pengendalian. Pengendalian mutu
proses produksi dilakukan
setiap hari (setiap kali produksi)
oleh petugas QC. Pengendalian mutu proses produksi
dilakukan pada setiap
tahap dengan menerapkan Good
Manufacturing Practice (GMP)
dan Sanitation Standart Operating
Procedure (SSOP). PT
MSumber Mina Bahari memperhatikan
proses produksi yang
dianggap dapat menimbulkan bahaya
dengan menetapkan Critical Control Point (CCP). Analisis Critical Control Point (CCP) dapat dilihat
pada Tabel 5.
Tabel 5.
Analisis Critical Control Point
Titik
CCP
|
Analisis
|
Area
|
CCP
1
|
Pengecekan kandungan chloramphenical
pada daging rajungan dari mini plant
|
Receiving
|
CCP
2
|
Pengecekan kandungan metal (metal
detecting) (Fe 1,75 mm, Non Fe 2,5 mm, Stainless Steel 3,5 mm)
|
Canning
|
CCP
3
|
Penutupaan kaleng
|
Seaming
|
CCP
4
|
Pengukuran suhu dan waktu
pasturisasi
|
Pasturisasi
|
CCP
5
|
Pengukuran suhu dan waktu chilling
|
Pasturisasi
|
CCP
6
|
Informasi alergen produk kepada
konsumen
|
Cassing
|
3.5.3. pengawasan mutu produk akhir
Pengendalian
dan pengawasan produk akhir bertujuan memastikan kelayakan
produk sebelum dipasarkan. Setiap hari dilakukan pengecekan
sampel hasil cassing untuk dibuka kembali dan dicek kembali secara organoleptik.
3.5.4. pengujian produk
1. pengujian mikrobiologi
Pengujian
mikrobiologi produk PT Sumber Mina Bahari dilakukan setiap satu minggu sekali.
Sampel yang digunakan yaitu raw material dan produk akhir yang diambil secara
acak. Adapun mikrobiologi yang diuju yaitu E. coli, S. aureus, Coliform,
TPC, Listeria monocytogenes. Salmonella, dan Clostridium botulinum. Jika
ditemukan produk yang mengandung mikrobiologi tersebut maka akan ddilakukan
paturisaasi ulang.
Adapun
cara pengujian mikrobiologi yaitu :
sampel timbang 25 gram
tambahkan 225 KH2PO4
stomacher (pengadukan)
langsung ke media 1 ml
inkubasi (E. coli 24 jam, Coliform 24 jam, S. aureus 24 jam, TPC, 48 jam)
lihat perubahan warnanya
2. pengujian kimia
Pengujian
kimia yang dilakukan adalah pengujian adanya kandungan chloramphenical
pada bahan baku dari mini plant. Pengujian kimia ini dilakukan setiap
hari dan diambil sampel mini plant secara acak. Jika saat diuji ternyata
terdapat kandungan chloramphenical maka hasil produk akhir yang
dagingnya berasal dari mini plant tersebut akan dicek ulang. Jika
setelah pengecekan ulang terdapat chloramphenical maka produk akan diriject.
Chloramphenical merupakan suatu antibiotika yang
menguntungkan bagi manusia. Antibiotika ini dihasilkan oleh jamur Streptomyces
Venezuela dan salah satu antibiotic yang bisa digunakan untuk mengobati
penyakit tifus perut dan tifus abdominalis (Anonim, 2010). Senyawa dengan rumus
molekul C11H12Cl2N2O5
dan nama kimia D(-) treo-2-dikloroasetamido- 1-p-notrofenilpropana-1,3-diol
(Susanti et al., 2009). Manusia yang mengkonsumsi produk ternak yang
mengandung residu CAP dapat berdampak buruk bagi kesehatannya, karena
berpotensi menimbulkan reaksi hipersensitivitas, deperesi sumsum tulang
belakang (anemia aplastik), bahkan resistensi CAP pada manusia, karena CAP
tidak bisa diuraikan oleh tubuh dan akan mengendap di dalam tubuh konsumen
(Wibowo et al., 2010).
Adapun
pengujian CAP pada bahan baku daging rajungan, yaitu :
± 25 gram sampel dihaluskan dengan blender
3 gram sampel + 6 ml etil asetat
vortex selama 2 menit
centrifuge 10 menit, kecepatan 3000 rpm
4 ml supernatan
keringkan sampel dengan nitrogen pada suhu 500 C
1 ml n-hexana, 1 ml ekstrak diluent
vortex 1 menit
centrifuge 10 menit
emulsi no emulsi
panaskan dalam waterbath 800 C
ELISA
Setelah
proses di atas sudah selesai, maka akan berlanjut ke pengujian dengan metode
ELISA di ruang pengujian ELISA, yaitu sebagai beerikut :
keluarkan well dari kulkas maksimal 60 menit sebelum analisa
masukkan standar sampel sebanyak 50 µl ke dalam well
50 µl enzim conjugate, ketuk pelan-pelan
inkubasi selama 30 menit, 190-250
C
tuang larutan (cuci dengan washing solution 300 µl sebanyak 3 kali)
ketuk well pada kertas tissu sampai kering
150 µl substrat solution (190-250 C)
inkubasi 15 menit
50 µl stok solution
baca pada panjang gelombang 450 nm
Jika skala angka hasil pembacaan berwarna kuning berarti nilai kandungan CAP sebesar 0,100 ppb, nilai tersebut masih ditolerir karena kurang dari 0,2 ppb. Namun, jika angka pembacaan menunjukkan warna merah maka produk yang terdapat mini plant yang terkandung CAP akan dicek ulang. Regulasi CAP yang digunakan oleh PT Sumber Mina Bahari adalah nila CAP <0,20 ppb karena standar dari FDA adalah <0,3 ppb. Hal itu dilakukan karena buyer dari PT Sumber Mina Bahari adalah Amerika dan Eropa.
3.5.5. Sanitasi
3. Sanitasi dan
hygiene Pekerja
Sanitasi
merupakan suatu proses kerja dimana hal tersebut merupakan langkah awal dalam
mekanisme kinerja perusahaan yang mencakup soal kebersihan seluruh ruang
lingkup baik luar maupun ruang produksi untuk memepersiapkan sarana yang
terkait dengan jalannya proses produksi dan mengantisipasi yang mana agar
kualitas produk terjaga mutunya. Tujuan adanya sanitasi adalah menjaga sarana
produksi agar selalu steril.
Sanitasi
di PT Sumber Mina Bahari untuk area produksi (receiving, sorting, canning, dan
seaming) dilakukan sanitasi secara kontinyu oleh divisi sanitasi, sedangkang
untuk area pasturisasi dan cassing dilakukan sanitasi secara mandiri oleh
karyawan di area tersebut. Pengontrolan sanitasi di area produksi dilakukan 2
jam sekali dengan ditandai dengan bunyi alarm sanitasi. GMP dan SSOP adalah hal
yang paling penting dalam sistem sanitasi, karena hal itu merupakan regulasi
dari sanitasi. beberapa aspek yang harus
selalu terjaga kehygienisannya, yaitu :
1. Sanitasi dan hygiene bahan baku, bahan
tambahan, dan lingkungan
Penerapan
sanitasi dan hygiene pada bahan baku sangat penting dilakukan terhadap
perusahan pengolahan bahan pangan. Sanitasi dan hygiene dari bahan baku yang
kurang baik akan mempengaruhi produk akhir. Menurut Wahyudi (2003), penerapan
sanitasi penting sekali untuk dua alasan, pertama ialah penjagaan akan
timbulnya keracunan makanan dan kedua dengan maksud untuk mengurangi
pembusukan.
Berdasarkan
data Praktek Kerja Magang di PT Sumber Mina Bahari, bahan baku utama yang
digunakan langsung dilakukan penanganan khusus. Dalam sanitasi bahan mentah
yang datang dari berbagai supplier yang dilakukan pertama adalah pencucian,
penirisan dan pembuangan air dalam toples setelah itu di lakukan pengujian
organoleptik dan pengambilan sampel daging untuk uji laboratorium, kemudian
bahan baku dimasukan kedalam ruang pendingin.
Bahan
tambahan berfungsi untuk menjaga kualitas produk akhir. Bahan tambahan yang
digunakan adalah sodium acid pyrophosphate (SAPP). Bahan tambahan tersebut
diperoleh dari supplier. Operator akan mengecek kemasan SAPP yang datang.
Kemudian dilakukan pengayakan agar SAPP mempunyai ukuran yang seragam dan
disimpan dalam box SAPP. Dengan
melakukan tahap tersebut maka sanitasi dan hygiene bahan baku akan tetap
terjaga.
Sanitasi
pada lingkungaan pabrik dilakukan dengan cara memasang dan pengecekan pest control di sekitar area proses. Pest
control ini berfungsi sebagai perangkap serangga yang masuk ke pabrik.
1. Sanitasi dan hygiene peralatan
Peralatan
dalam industri pangan merupakan alat yang bersentuhan langsung dengan bahan,
untuk menghindari terjadinya kontaminasi maka peralatan yang digunakan untuk
mengolah dan menyajikan makanan harus sesuai dengan peruntukannya dan memenuhi
persyaratan hygiene sanitasi. Peralatan harus segera dibersihkan dan
disanitasi/didesifeksi untuk mencegah kontaminasi silang pada makanan, baik
pada tahap persiapan, pengolahan, penyimpanan sementara. Peralatan pengolahan seperti alat pemotong,
papan pemotong (talenan), bak-bak pencucian/penampungan,
alat pengaduk, alat penyaring, alat
memasak merupakan sumber kontaminan potensial bagi pangan (Anonim, 2009).
Kondisi
peralatan yang digunakan untuk produksi dalam keadaan bersih. Sebelum dan
sesudah digunakan peralatan produksi harus dicuci dengan air chlorine pada konsentrasi
yang berbeda-beda. Penggunaan chlorine berfungsi untuk membunuh kuman.
Berdasarkan fungsinya kadar konsentrasi chlorine yaang digunakan dalam proses
produksi dapat dilihat di tabel 6
Tabel 6.
Konsentrasi Chlorine
|
Sanitasi
|
Konsentrasi
|
|
Peralatan
|
50 ppm
|
|
Peralatan
sortir diwaktu proses produksi setiap 2 jam sekali
|
3 ppm
|
|
Peralatan
receiving
|
50 ppm
|
|
Peralatan
seaming
|
3 ppm
|
|
Peralatan
sebelum dan setelah proses produksi
|
100 ppm
|
|
Toples
|
50 ppm
|
|
Basket
di akhir proses produksi dan toilet
|
100 ppm
|
Banyaknya volume chlorine yang digunakan untuk
proses sanitasi pada masing-masing area dapat dihitung dengan rumus :
Vair
x standar ppm = volume chlorine yang sudah
diencerkan
Stok
solution 20.000 ml
Untuk
pengenceran chlorine itu sendiri dengan mencampurkan 600 ml chlorine dengan
3400 ml air.
3. Sanitasi dan
hygiene Pekerja
Kesehatan
pribadi mengacu kepada kebersihan dari badan seseorang. Pekerja yang sehat
merupakan bagian penting dari sanitasi makanan. Orang merupakan sumber
potensial mikroganisme yang menyebabkan penyakit ke banyak orang melalui
transmisi virus atau melalui keracunan makanan. Manusia merupakan sumber utama
kontaminasi pada makanan. Tangan mereka, rambut, keringat yang mengkontaminasi
makanan, salah satunya bisa berpindahnya mikroganisme yang mampu menyebabkan
penyakit (Marriot dan Robert, 2006).
Sanitasi
dan hygiene pekerja pada proses pengemasan daging rajungan di PT Sumber Mina
Bahari cukup baik. Pekerja yang akan memasuki ruang proses akan menggunakan
perlengkapan khusus pekerja seperti penutup kepala, sarung tangan, sepatu boot
dan pakaian khusus pekerja. Selain itu sebelum memasuki ruangan proses harus
mencuci sepatu dengan air sabun yang sudaah disediakan dan mencelupkan sepatu
boot ke dalam larutan kaporit bubuk 200 ppm di foot bath dan mencuci
tangan dengan air hangat (30°C) dan sabun. Hal ini sesuai pernyataan
Simanjuntak (2013), yang menyatakan bahwa mencuci tangan dengan sabun adalah
salah satu tindakan sanitasi dan hygiene dengan membersihkan tangan dan jari
jemari menggunakan air dan sabun oleh manusia untuk menjadi bersih dan
memutuskan mata rantai kuman. Pakaian khusus pekerja akan diganti setiap 2 hari
sekali dan air berklorin akan diganti 2 kali tiap hari.
3.6 penanganan limbah produk PT Sumber Mina Bahari
Berdasarkan
data yang didapat pada saat praktek kerja magang, limbah yang dihasilkan berupa
limbah padat dan limbah cair. Pengolahan limbah di PT Sumber Mina Bahari diolah
dengan sistem drainase. Limbah padat terdiri dari shell dan cangkang. Setelah
proses produksi selesai limbah tersebut dikumpulkan ke dalam plastik besar dan
ditutup rapat kemudian dibuang di tempat pembuangan sampat yang nantinya akan
diankut oleh pekerja dinas kebersihan Kota Rembang. Untuk limbah cair akan
dialirkan ke bak-bak penampungan limbah yang diberi alat penyaring untuk proses
filterisasi. Setelah limbah cair terfilterisasi maka akan langsung dialirkan ke
laut yang ada di belakang pabrik, sedangkan untuk hasil filterisasinya akan
diolah kembali menjadi produk riject untuk pakan ternak.
Komentar
Posting Komentar